




Moldagem por Injeção de Metal Shuttle
A tecnologia de moldagem por injeção de pó metálico (MIM) é um novo tipo de tecnologia de moldagem em forma próxima à metalurgia do pó formada pela introdução da moderna tecnologia de moldagem por injeção de plástico no campo da metalurgia do pó.
A tecnologia de moldagem por injeção de pó metálico (MIM) é um novo tipo de tecnologia de moldagem em forma próxima à metalurgia do pó formada pela introdução da moderna tecnologia de moldagem por injeção de plástico no campo da metalurgia do pó. Os produtos de transporte atualmente produzidos pela Qinhuangdao Zhongwei Precision Machinery Co Ltd. Peças de transporte, máquina de bordar de moldagem por injeção de metal Hiraoka P10 Peças de transporte, máquina de bordar de moldagem por injeção de metal P72-1 Peças de transporte, máquina de bordar de moldagem por injeção de metal P10 Peças de transporte, máquina de bordar de moldagem por injeção de metal SY10 Peças de transporte, aço fundido de metal P10 shuttle para máquina de bordar de moldagem por injeção, SY10 shuttle para máquina de bordar de moldagem por injeção de metal, TE-7 shuttle para máquina de bordar de moldagem por injeção de metal, USA10#Shuttle moldagem por injeção de metal para máquina de bordar de moldagem por injeção de metal, etc.
Descrição do produtocripção
1. Padrões de implementação: a empresa implementa rigorosamente a certificação ISO9001, ISO14001, IATF16949
Os produtos passaram a certificação de ROHS, FDA UE, etc.
2. Padrões de material do produto: ISO, GB, ASTM, SAE, EN, DIN, BS, AMS, JIS, ASME, DMS, TOCT, GB
3. Principais processos: moldagem por injeção de metal MIM, metalurgia do pó PM, fundição de investimento, fundição de alumínio,
4. Materiais disponíveis para metalurgia do pó:
Ligas de cobre, bases de ferro, ligas de titânio, bases de aço inoxidável, ligas de alumínio, ligas de níquel, ligas de cobalto, ligas de tungstênio, carbonetos cimentados, ligas hidroxi, materiais magnéticos macios e impressão 3D podem ser personalizados de acordo com os requisitos do cliente.
Processo de produção
O uso de moldes de moldagem por injeção e a fabricação rápida de peças estruturais tridimensionais complexas de alta densidade e precisão através da sinterização podem materializar com rapidez e precisão ideias de design em produtos com certas características estruturais e funcionais e produzir diretamente em massa partes. É uma nova revolução na indústria de tecnologia de fabricação.
Equipamento necessário para moldagem por injeção MIM: granulador, máquina de moldagem por injeção especial MIM, forno de desengorduramento, forno de sinterização, equipamento de teste, equipamento de processamento secundário, etc.
No futuro, o desenvolvimento da moldagem por injeção de pó se concentrará principalmente em materiais e design e usará as vantagens desse processo para ajudar os clientes a melhorar o projeto de moldagem por injeção de metal Shuttle e reduzir custos, expandindo assim o campo de aplicação da moldagem por injeção de pó.
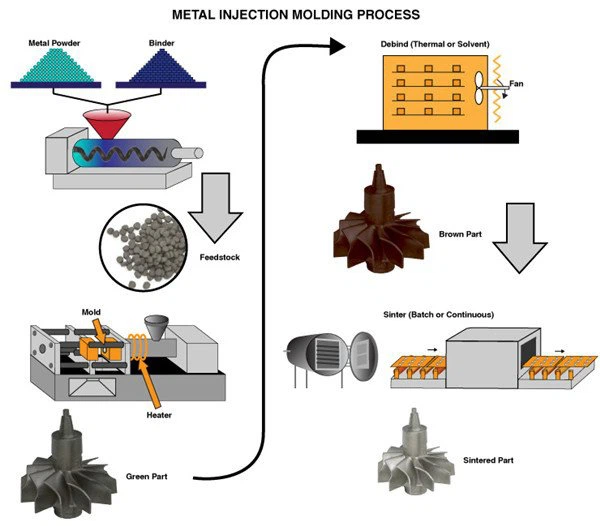
1. O processo de moldagem por injeção de pó metálico (MIM) é:
Pó mais aglutinante → mistura → granulação → moldagem por injeção → desengorduramento (forno de desengorduramento MIM) → sinterização (forno de sinterização MIM) → processamento posterior → formação de produtos. No processo de produção de peças de metal duro MIM, a seleção inadequada do material e o controle da operação em qualquer elo podem causar defeitos nas peças de metal duro, então como evitar tais defeitos?
(1) Link de seleção de pó. Além de atender aos requisitos básicos de distribuição de tamanho de partícula e tamanho de partícula, a metalurgia de pó de carboneto cimentado MIM também requer alta pureza de pó, e pó contendo impurezas não pode ser selecionado. Se o pó contiver enxofre, fósforo, silício e outros elementos, essas substâncias formarão poros durante o processo de sinterização, resultando em defeitos do produto.
(2) O elo de produção da alimentação. O pó de carboneto cimentado precisa de um aglutinante adequado durante a mistura. O pó de carboneto cimentado e o aglutinante são totalmente misturados durante a mistura. A temperatura deve ser rigorosamente controlada durante o processo de mistura para evitar a volatilização e distribuição desigual do aglutinante. , para que a mistura tenha boas propriedades reológicas e valor de viscosidade após a alimentação, e evite defeitos nas seguintes ligações.
(3) A ligação de formar o corpo verde. Este também é um elo fundamental na produção de peças de metal duro. Para evitar defeitos do produto, é necessário prestar atenção para controlar razoavelmente a temperatura, quantidade de alimentação, pressão de injeção, pressão de retenção, tempo de retenção, velocidade de injeção, etc. do molde durante o processo de injeção, o que pode efetivamente evitar os defeitos de injeção corpo verde.
(4) Ligação desengordurante. No desengorduramento do corpo verde de metal duro, durante o processo de desengorduramento, se a taxa de aquecimento do forno de desengorduramento for muito rápida, causará defeitos de fissuração das peças de metal duro. O método de aquecimento gradual pode ser usado para desengordurar.
(5) Ligação de sinterização. A densidade do metal duro é alta e o produto é facilmente deformado devido à sua própria gravidade durante a sinterização em fase líquida. Dispositivos de suporte apropriados podem ser usados. Para produtos de tamanho maior, materiais com taxas de encolhimento comparáveis podem ser selecionados como placas de suporte. Além disso, o tempo de sinterização da fase líquida deve ser reduzido o máximo possível.
2. Os defeitos comuns das peças de injeção de pó metálico são os seguintes:
(1) Sob injeção: Sob injeção refere-se ao produto de injeção incompleto causado pela pressão insuficiente da máquina de moldagem por injeção ou pela baixa fluidez do material de injeção utilizado. As razões para a subinjeção são baixa fluidez do material, espessura de parede muito pequena do produto, temperatura do molde muito baixa e tempo de injeção muito curto, e medidas correspondentes podem ser tomadas para melhorar a fluidez do material ou substituir materiais, aumentar a espessura da parede, aumentar a temperatura do molde , aumentar a pressão de injeção e medidas como prolongar o tempo de injeção podem ser resolvidas.
(2) Linha de solda: O material é dividido em vários fluxos na cavidade durante o processo de injeção e depois fundido. Pode haver traços lineares na junção, ou seja, na linha de solda, o que afeta a qualidade da aparência e até mesmo a resistência mecânica do produto. As razões para a formação de linhas de solda são que a pressão de injeção é muito baixa, a velocidade de injeção é muito lenta, a temperatura do material e a temperatura do molde são muito baixas e o número de fluxos de material é muito grande. A pressão de injeção pode ser aumentada, a velocidade de injeção pode ser aumentada, a temperatura do material e a temperatura do molde podem ser aumentadas de acordo. Desvio e outras medidas para resolver.
(3) Bolsas de ar: Durante o processo de injeção, o ar na cavidade do molde é muito tarde para ser descarregado, sendo encapsulado pelo material ou comprimido na parede interna do molde para formar bolsas de ar, causando uma injeção insuficiente no superfície do produto, afetando a qualidade da aparência e até mesmo a resistência mecânica do produto. As cavidades originais que formam bolsões de ar são devidas à exaustão ruim, posição inadequada do portão, velocidade de injeção muito rápida e muita mudança na espessura do produto. Correspondentemente, pode-se adotar a adição de orifícios de ventilação ou aprofundamento dos orifícios de ventilação, a mudança da posição do portão e a desaceleração adequada da injeção. Medidas como velocidade, prolongar o tempo de espera e evitar mudanças bruscas na espessura do produto podem ser solucionadas.
(4) Deformação: Deformação refere-se à flexão ou torção do produto moldado após o resfriamento, o que afeta diretamente a aparência e a precisão dimensional do produto, podendo inclusive fazer com que o produto seja sucateado. As razões para a deformação são resfriamento desigual do produto, cobertura muito quente e prematura do produto, estrutura muito fina e irracional do produto e tensão residual dentro do produto. Correspondentemente, o canal de água do molde pode ser resfriado uniformemente, o tempo de retenção de pressão pode ser estendido, o produto pode ser ejetado a tempo e o produto pode ser melhorado. A espessura da parede e o design estrutural e medidas como melhorar as condições de moldagem podem ser resolvidos.
3. Resumo
A moldagem por injeção de pó metálico (MIM) pode formar produtos de metal duro com formas complexas. Com o problema de controle de defeitos e a melhoria gradual da tecnologia MIM, o escopo de aplicação do metal duro expandiu-se gradualmente, o que promoveu muito o desenvolvimento de toda a indústria de metal duro. desenvolve.
O pó de carboneto cimentado precisa de um aglutinante adequado durante a mistura. O pó de carboneto cimentado e o aglutinante são totalmente misturados durante a mistura. A temperatura deve ser rigorosamente controlada durante o processo de mistura para evitar a volatilização e distribuição desigual do aglutinante. , para que a mistura tenha boas propriedades reológicas e valor de viscosidade após a alimentação, e evite defeitos nas seguintes ligações.
Processo pós-casting
1. Tratamento térmico: recozimento, carbonização, têmpera, têmpera, normalização, têmpera de superfície
2. Equipamento de processamento: CNC, WEDM, torno, fresadora, furadeira, moedor, etc.;
3. Tratamento de superfície: pulverização de pó, cromagem, pintura, jateamento, niquelagem, galvanização, escurecimento, polimento, azulamento, etc.
Moldes e acessórios de inspeção
1. Vida útil do molde: geralmente semi-permanente. (exceto espuma perdida)
2. Prazo de entrega do molde: 10-25 dias, (de acordo com a estrutura e tamanho do produto).
3. Manutenção de ferramentas e moldes: Zhongwei é responsável por peças de precisão.

Controle de qualidade
1. Controle de qualidade: a taxa de defeito é inferior a 0,1 por cento .
2. Amostras e teste serão 100% inspecionados durante a produção e antes do envio, inspeção de amostra para produção em massa de acordo com os padrões ISDO ou requisitos do cliente
3. Equipamento de teste: detecção de falhas, analisador de espectro, analisador de imagem dourada, máquina de medição de três coordenadas, equipamento de teste de dureza, máquina de teste de tração.







Enviar inquérito