





Peças de injeção de metal para cabeça de golfe de liga de titânio
A tecnologia de moldagem por injeção de metal de titânio e liga de titânio (MIM) pode realizar a preparação em larga escala e de baixo custo de produtos de titânio de formato complexo de pequeno e médio porte, o que é de grande importância para promover a produção e aplicação de titânio e liga de titânio produtos.
A tecnologia de moldagem por injeção de metal de titânio e liga de titânio (MIM) pode realizar a preparação em larga escala e de baixo custo de produtos de titânio de formato complexo de pequeno e médio porte, o que é de grande importância para promover a produção e aplicação de titânio e liga de titânio produtos. é uma coleção de moldagem por injeção de metal de liga de cobre, moldagem por injeção de metal à base de ferro, moldagem por injeção de metal à base de aço inoxidável, moldagem por injeção de metal de liga de alumínio, moldagem por injeção de metal de liga de níquel, injeção de metal de liga de cobalto moldagem, moldagem por injeção de metal de liga de tungstênio Uma empresa abrangente de alta tecnologia que integra P&D, produção e vendas de moldagem por injeção, peças de injeção de metal de cabeça de golfe de liga de titânio, moldagem por injeção de metal de carboneto cimentado e peças estruturais de metalurgia do pó.
Descrição do produtocripção
1. Padrões de implementação: a empresa implementa rigorosamente a certificação ISO9001, ISO14001, IATF16949
Os produtos passaram a certificação de ROHS, FDA UE, etc.
2. Padrões de material do produto: ISO, GB, ASTM, SAE, EN, DIN, BS, AMS, JIS, ASME, DMS, TOCT, GB
3. Principais processos: moldagem por injeção de metal MIM, metalurgia do pó PM, fundição de investimento, fundição de alumínio,
4. Materiais disponíveis para metalurgia do pó:
Ligas de cobre, bases de ferro, ligas de titânio, bases de aço inoxidável, ligas de alumínio, ligas de níquel, ligas de cobalto, ligas de tungstênio, carbonetos cimentados, ligas hidroxi, materiais magnéticos macios e impressão 3D podem ser personalizados de acordo com os requisitos do cliente.
Pesquisa e Aplicação
O processo de moldagem por injeção de pó metálico geralmente inclui vários processos básicos, como preparação do material de injeção, moldagem por injeção, descolagem, sinterização e pós-processamento necessário.
Conforme mostrado na Figura 1, o pó metálico e os componentes do ligante orgânico são misturados, amassados e granulados para preparar um material de injeção e, em seguida, o material de injeção é injetado no molde a uma determinada temperatura e pressão e, após o resfriamento, é desmoldado para obter um material de injeção específico. O corpo verde do produto moldado é então submetido a um processo de descolagem para remover todos os componentes orgânicos, exceto o pó de metal contido no corpo verde para se tornar um corpo descolado e, finalmente, sinterizado para obter peças de injeção de metal de cabeça de golfe de liga de titânio com propriedades desejadas.
A tecnologia de moldagem por injeção de pó de metal realiza a combinação orgânica de moldagem por injeção e tecnologia tradicional de metalurgia do pó, supera o alto custo do processo de usinagem, a forma simples do processo de moldagem tradicional, a baixa eficiência de produção do processo de prensagem e reboco isostático e o processo de fundição tradicional . As desvantagens de muitos defeitos e baixa precisão de tolerância têm promovido grandemente a produção e aplicação de produtos de titânio e ligas de titânio (como mostrado na Figura 2).
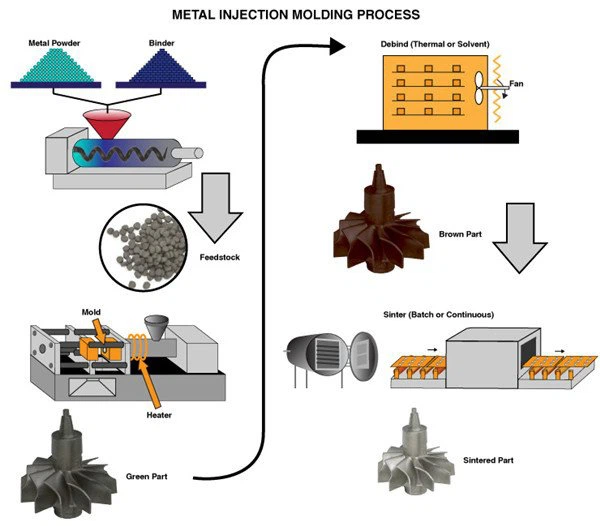
Fig.1 Fluxograma de titânio e ligas de titânio fabricadas pela MIM

Fig.2 Aplicações de titânio e ligas de titânio fabricadas pela MIM
O seguinte apresenta as características e vantagens das peças de injeção de metal de cabeça de golfe de liga de titânio e resume o progresso da pesquisa da tecnologia de moldagem por injeção de pó de metal de liga de titânio e titânio a partir de matérias-primas em pó, sistemas de ligantes comumente usados, moldagem por injeção, descolagem e sinterização. Os principais problemas existem, e a direção da pesquisa de moldagem por injeção de pó metálico de titânio e liga de titânio é analisada.
1. Status de pesquisa de moldagem por injeção de pó de metal de liga de titânio e titânio
Estudos mostraram que as propriedades mecânicas, resistência à corrosão e propriedades biomédicas de titânio e produtos moldados por injeção de liga de titânio são muito afetadas pela densidade relativa, teor de impurezas, elementos de liga e microestrutura.
Depois que o produto de moldagem por injeção é sinterizado, sua densidade relativa é de cerca de 95% e haverá uma certa proporção de poros residuais.
Esses poros residuais se tornarão a fonte de trincas quando a amostra for fraturada e terão um grande impacto nas propriedades mecânicas do material, como resistência à tração, ductilidade, tenacidade à fratura e resistência à fadiga. Portanto, quanto maior a densidade relativa de produtos de moldagem por injeção de titânio e liga de titânio, suas propriedades mecânicas são melhores.
Elementos de impureza, como oxigênio, carbono, nitrogênio, hidrogênio, etc., especialmente oxigênio, aumentarão a resistência ao escoamento, a resistência à tração e a dureza do material e reduzirão a ductilidade. Elementos de impureza são dissolvidos na matriz de titânio na temperatura de sinterização. Como não existe um agente redutor eficaz, é difícil controlar os elementos de impureza do titânio e das ligas de titânio durante o processo de sinterização. quantidade.
A microestrutura do titânio e das ligas de titânio, incluindo o tamanho do grão e a composição das fases após a sinterização, podem afetar as propriedades mecânicas do material. Tomados em conjunto, titânio moldado por injeção e materiais de liga de titânio com excelente desempenho têm maior densidade, baixo teor de impurezas (geralmente teor de oxigênio), composição de liga apropriada, grãos finos e menos defeitos durante a densificação.
1.1 Matérias-primas em pó
A seleção de matérias-primas em pó é uma etapa importante no processo de moldagem por injeção de pó de titânio. A distribuição do tamanho das partículas e a morfologia do pó afetam diretamente a fluidez e a formabilidade do material de injeção, a retenção da forma do corpo verde durante a descolagem e o encolhimento durante a sinterização.
Atualmente, os métodos de preparação de pó de titânio e liga de titânio comumente usados incluem o método mecânico e o método de atomização.
A forma do pó obtido por moagem mecânica (como moagem de esferas, moagem de esferas com agitação, moagem de esferas de vibração de alta energia e moagem a jato, etc.) é geralmente irregular ou angular.
O processo de desidrogenação por hidrogenação (HDH) é aproveitar a óbvia fragilização do titânio após a absorção de hidrogênio, esmagá-lo por moagem mecânica ou pulverização a jato e, em seguida, sofrer desidrogenação para obter pó de titânio de formato irregular, conforme mostrado na Figura 3 (a) mostrada . Os métodos de atomização (como atomização de gás inerte, atomização de eletrodo rotativo de feixe de plasma e atomização de gás de fusão por indução de eletrodo) podem ser realizados em uma atmosfera completamente inerte para manter a alta pureza do pó bruto, resultando em uma forma esférica e distribuição de tamanho de partícula. bastante largo e com boas propriedades de empacotamento, como mostrado na Fig. 3(b).
Além disso, diferente da tecnologia de produção de pó de aço, pó de titânio com tamanho de partícula mais fino é mais difícil de produzir. À medida que o tamanho da partícula diminui, a área de superfície específica aumenta e o teor de elementos de impureza também aumenta.
Normalmente, o tamanho de partícula do pó de titânio usado no MIM é inferior a 45 μm. Quando o tamanho de partícula do pó é muito grande, é provável que ocorra o fenômeno de separação pó-ligante durante o processo de injeção, resultando em defeitos. Ele precisa ser totalmente considerado no projeto da composição do material de injeção e no projeto do molde.

Fig.3 HDH (a) e pó de titânio atomizado a gás (b) usado em MIM
1.2 Aglutinante
O aglutinante é um transportador que existe em etapas ao longo do processo de moldagem por injeção. Sua principal função é fazer com que o pó encha o molde uniformemente em estado fluido, adquira a forma desejada e mantenha-o até a fase de pré-sinterização.
No processo de moldagem por injeção, o ligante deve apresentar as seguintes características: baixo ponto de fusão, boa molhabilidade às partículas de pó e cura rápida, o que é conveniente para a preparação de materiais de injeção; boa fluidez na temperatura de injeção; após a moldagem Ele pode ser facilmente removido do corpo verde, e há menos substâncias residuais, e os produtos de decomposição são não tóxicos e não corrosivos.
Em geral, o componente aglutinante contém pelo menos um componente primário e um componente secundário:
O componente principal é usado para molhar as partículas de pó metálico e fornecer a fluidez necessária, enquanto o componente secundário garante que o corpo de injeção ainda tenha resistência suficiente durante o processo de injeção e após a remoção do componente principal aglutinante.
Na maioria dos casos, o sistema aglutinante possui um terceiro componente, como um surfactante, para melhorar a compatibilidade entre o pó metálico e o polímero.
De acordo com os principais componentes dos componentes adesivos, os sistemas adesivos comumente usados podem ser divididos em sistemas à base de cera, sistemas à base de compostos aromáticos, sistemas de polioximetileno e sistemas à base de água.
1.2.1 Adesivo à base de cera
As ceras comumente usadas para aglutinantes de sistema à base de cera incluem vários polímeros de cadeia curta, como parafina, cera de abelha e cera de palma. Eles têm baixo ponto de fusão, boa molhabilidade, cadeias moleculares curtas e baixa viscosidade, e suas mudanças de volume são menores do que outros polímeros quando decompostos. , o que é benéfico para garantir a precisão dimensional do produto.
Os componentes secundários comumente usados de sistemas à base de cera são polipropileno, polietileno, copolímero de etileno-acetato de vinila e polimetilmetacrilato de alto peso molecular, etc. melhorar a compatibilidade entre pó e polímero.
O sistema ligante à base de cera mais antigo relatado na literatura foi Kaneko et al. usando parafina-poli-n-butil metacrilato-etileno vinil acetato copolímero-dibutil ftalato como um aglutinante para misturar com pó de titânio para preparar materiais de injeção. , carga de pó de 56 por cento, e sinterizado a 1300 graus e 1,3 Pa após a descolagem. A amostra sinterizada obtida tem uma densidade relativa de 94 por cento e uma resistência à compressão de 1000 MPa, mas quase não tem ductilidade devido ao alto teor de impurezas.
estudaram um processo de descolagem em duas etapas combinando descolagem a vácuo e descolagem em atmosfera de argônio, o que reduziu significativamente o teor de carbono e oxigênio nas peças sinterizadas.
Guo et ai. substituiu parte da parafina por polietilenoglicol com melhor molhabilidade, desenvolveu um sistema aglutinante parafina-polietilenoglicol-polietileno-polipropileno-ácido esteárico, e o utilizou na moldagem por injeção de titânio puro e liga titânio-alumínio-vanádio, as partes sinterizadas têm boa retenção de forma e pequenas flutuações dimensionais. Devido à redução do teor de oxigênio e carbono, o desempenho também é bastante aprimorado e é obtido um melhor desempenho.
Além disso, alguns pesquisadores usam cera de palma para substituir parcialmente a parafina e o óleo de palma para substituir completamente a parafina [14] para sistemas aglutinantes à base de cera, e o efeito de formação também é muito bom, mas porque o elemento oxigênio contido na própria cera de palma também é Fonte de oxigênio, então o teor de carbono e oxigênio do produto final é ligeiramente maior e as propriedades mecânicas não são tão boas quanto o sistema de parafina.
O sistema aglutinante à base de cera ideal relatado na literatura foi proposto por Friederici et al. . Durante o experimento, as proporções de parafina, polietileno de baixa densidade e ácido esteárico foram ajustadas para formar quatro proporções de ligantes. Através dos processos de conformação, descolagem e sinterização de diferentes materiais de injeção, foram obtidas amostras com uma densidade relativa de 98,1 por cento e uma composição química que satisfaça o titânio puro secundário.
O sistema aglutinante à base de cera ocupa uma posição importante na moldagem por injeção, mas como o sistema aglutinante à base de cera usa solventes orgânicos para descolagem de solventes e tem baixa eficiência de desengorduramento, os pesquisadores continuam inovando nessa base e desenvolvendo novos adesivos. sistema de agente.
1.2.2 Adesivos à base de compostos aromáticos
Compostos aromáticos (como naftaleno, antraceno, etc.) podem ser dissolvidos em temperaturas muito baixas. Sob condições de baixa pressão, eles podem ser transformados diretamente de sólidos em gases por sublimação a uma temperatura inferior ao seu ponto de fusão. Compostos aromáticos são usados como aglutinantes. A separação pode melhorar muito a eficiência do processo de descolagem.
Weil et ai. compostos aromáticos usados na moldagem por injeção de pó de titânio. Em sua pesquisa, ligas densas de titânio-alumínio-vanádio e ligas porosas de titânio-alumínio-vanádio foram preparadas usando naftaleno, 1 por cento de ácido esteárico e 3 por cento -12 por cento de copolímeros de etileno vinil acetato como aglutinantes.
Durante o experimento, como o naftaleno foi sublimado diretamente em gás e descarregado, nenhuma fase líquida apareceu durante o processo de descolagem, e o volume da amostra não se alterou e, ao contrário do desengorduramento com solvente, a energia superficial envolvida no método de sublimação foi baixa, o que significava defeitos de desengorduramento, como deformação. , rachaduras, etc. podem ser evitadas, o experimento finalmente obteve a densidade relativa da amostra sinterizada de 96,6 por cento, e o teor de carbono não aumentou.
Embora o sistema aglutinante tenha alcançado excelente desempenho do produto, os compostos aromáticos no sistema ainda têm impacto no meio ambiente e na saúde física, e não foram acompanhados por pesquisas e aplicações em larga escala.
1.2.3 Adesivo à base de POM
O polioximetileno foi usado pela primeira vez no sistema adesivo pela Celanese Corp em 1984 e depois desenvolvido pela BASF, o que possibilitou que os componentes adesivos não continham cera e componentes de baixo peso molecular.
O polioximetileno é o principal componente do sistema aglutinante, e o polietileno (PE) é gradualmente adicionado como aglutinante esqueleto no processo de desenvolvimento posterior.
Com base neste sistema aglutinante, a BASF atualmente forma compostos de moldagem por injeção cobrindo uma ampla gama de materiais, incluindo aços de baixa liga, aços inoxidáveis, aços ferramenta, titânio e ligas de titânio e cerâmicas.
A característica notável do polioximetileno é que ele é mais sensível a reagentes ácidos e propenso à decomposição ácida. Portanto, ao tratar a massa verde em atmosfera ácida inferior à sua temperatura de amolecimento, o polioximetileno encontra-se no estado sólido, o que evita defeitos como trincas e dilatações causadas pela ebulição dos componentes do ligante, possui pequena deformação e boa retenção de forma . Controle de tamanho preciso.
Além disso, devido à grande taxa de difusão, em comparação com outros métodos de desengorduramento, a taxa de desengorduramento é mais elevada, podendo chegar a 10 vezes a taxa de descolagem dos solventes tradicionais, ao mesmo tempo que permite uma descolagem de tamanho mais espesso.
Embora o sistema adesivo à base de POM tenha muitas das vantagens acima, também tem muitas desvantagens.
O vapor de ácido nítrico corrosivo é frequentemente usado como catalisador no processo de descolagem catalítica. Por um lado, o polioximetileno pode se decompor durante as etapas de preparação de pré-injeção e moldagem por injeção, resultando em formaldeído altamente tóxico, e os produtos de decomposição precisam ser queimados em duas etapas. Por outro lado, a atmosfera ácida que desempenha um papel catalítico é mais corrosiva para o equipamento e exige mais investimento.
1.2.4 Adesivos à base de água
Os solventes descolantes (tais como heptano e hexano) ou os produtos de decomposição dos componentes aglutinantes (monômeros aromáticos e formaldeído) utilizados nos sistemas aglutinantes acima mencionados são mais ou menos prejudiciais ao meio ambiente e aos operadores. Portanto, é de grande importância desenvolver um sistema aglutinante usando solventes ecologicamente corretos.
Os sistemas de aglutinantes ecológicos existentes usam água como solvente de descolagem.
De acordo com os diferentes papéis da água na preparação de materiais de injeção, tais sistemas aglutinantes podem ser divididos em dois tipos: à base de gel e não à base de gel.
Um polímero comumente usado para sistemas não baseados em gel é o polietilenoglicol, que possui melhores propriedades e é barato e prontamente disponível. Os polietilenoglicóis de baixo peso molecular podem ser removidos rápida e quase completamente a 60 graus, e os pesos moleculares dos polietilenoglicóis comumente usados variam de 500 a 2000. O aglutinante principal comumente usado é o polimetilmetacrilato com um peso molecular de 10.000.
usaram um componente aglutinante solúvel em água de polietilenoglicol-polimetilmetacrilato-ácido esteárico em uma carga de pó de 69%.
No experimento, o polietilenoglicol foi completamente removido em água a 55 graus por 5 h, e o polimetilmetacrilato foi completamente removido em fluxo de argônio descolado a quente a 440 graus. O teor final de oxigênio (fração de massa) das amostras preparadas foi de 0,2 por cento, a resistência à tração correspondente foi de 850 ~ 880 MPa e o alongamento foi de 8,5 por cento ~ 16 por cento, que atendeu ao padrão ASTM grau 5 Ti.
A maioria dos aglutinantes à base de gel são substâncias naturais, como celulose, ágar amido, etc.
Tokura usou ágar para substituir o aglutinante de polímero na moldagem por injeção de pó de titânio e estudou a estabilidade térmica, solubilidade e viscosidade de injeção do sistema aglutinante.
O Metal Powder Report (MPR) relatou um estudo sobre a produção de implantes orais de liga de titânio usando adesivos à base de ágar, que consistiam em materiais de reforço de ágar, água e gel.
Suzuki et al prepararam amostras com uma densidade relativa de 97,3 por cento usando um aglutinante contendo 4 por cento de fração de massa de ágar (peso molecular 82 500), as frações de massa de carbono e oxigênio das amostras foram 0.33 percent e 0,3 por cento, respectivamente, e a resistência ao escoamento foi de 539 MPa. , o alongamento é de cerca de 10 por cento . Os resultados experimentais mostram que quando o ágar de alto peso molecular é usado, a resistência do gel aumenta, mas o teor residual de carbono e oxigênio é maior, resultando em uma diminuição na densidade sinterizada das partes sinterizadas e uma menor resistência à tração e alongamento.
Os aglutinantes à base de água sem gel são fáceis de controlar, o equipamento de desengorduramento é mais barato do que outros métodos de desengorduramento e os aglutinantes são biodegradáveis e não tóxicos para os microrganismos, mas o tratamento de águas residuais de desengorduramento requer custos adicionais.
O controle de tamanho das peças finais produzidas pelo material de injeção do sistema aglutinante à base de gel é difícil, e a composição não é estável o suficiente, e as condições do processo e controle de qualidade são difíceis, e ainda são necessárias mais pesquisas e otimização.
1.3 Moldagem por injeção, descolagem e sinterização
Os parâmetros do processo de moldagem por injeção são determinados pelas propriedades do material de injeção e pela geometria do produto alvo.
Como mencionado acima, o tamanho de partícula do pó de titânio é geralmente grosseiro. Comparado com a moldagem por injeção de material de aço inoxidável, é fácil produzir fenômeno de separação de pó-ligante. Antes da moldagem por injeção, os parâmetros apropriados do processo de moldagem devem ser formulados de acordo com as propriedades reológicas do material de injeção para reduzir Defeitos no corpo formado.
[Wang et al.] usaram a liga Ti-6Al-4V combinada com um sistema aglutinante à base de cera em pó para preparar materiais de moldagem por injeção e testaram e analisaram as propriedades reológicas dos materiais de injeção sob diferentes cargas e temperaturas de pó, fornecendo uma base para a formulação adequada parâmetros de moldagem para o processo de moldagem por injeção. .
Parque et ai. usaram pó de titânio aerossolizado, pó de titânio HDH e pó de titânio HDH esferoidizado para preparar materiais de injeção, e mediu suas propriedades reológicas e comportamento de descolagem, e propôs o índice de conformabilidade de materiais de injeção. O desempenho foi avaliado e os resultados da análise forneceram uma base teórica para o uso simultâneo de pó HDH e pó aerossolizado no sistema de injeção.
Com base em um processo de simulação experimental e numérica, os parâmetros de processo ideais para a produção de peças moldadas por injeção de metal sem defeitos com as propriedades mecânicas desejadas foram discutidos por Barriere et al., com base em técnicas de modelagem usando equações de fluxo bifásico e uma nova desenvolvimento O algoritmo explícito é usado para realizar a previsão do fenômeno de separação de materiais no processo de injeção usando simulação numérica.
Chen et ai. usou o pó pré-ligado de hidrodesidrogenação Ti-6Al-4V e o sistema aglutinante solúvel em água para preparar materiais de injeção e, em seguida, mediu a taxa de remoção de polietilenoglicol, o componente aglutinante solúvel em água, em amostras de diferentes espessuras em diferentes temperaturas, e estabeleceu uma fórmula. Um modelo matemático de descolagem controlada por difusão foi usado para determinar o mecanismo de descolagem do sistema ligante.
Sidambe et ai. usaram o método Taguchi para determinar a combinação ideal de parâmetros como temperatura de sinterização ideal, tempo, taxa de aquecimento e atmosfera.
Nem et ai. usou estearina de palma e sistema de aglutinante de polietileno para preparar o material de injeção de Ti-6Al-4V e usou o método Taguchi para formular o processo de produção ideal e, finalmente, obteve uma amostra com um limite de elasticidade de 934,4 MPa e um alongamento de 10%. As propriedades gerais atendem aos requisitos especificados em ASTM B348-02 Ligas de titânio médico.
Obasi et al. preparou espécimes de Ti–6Al–4V com propriedades que atendem aos requisitos da liga de titânio ASTM B348–02 grau 23 e estudou o efeito de mudanças no sistema de parâmetros básicos do processo no processo de desvinculação térmica e sinterização de componentes MIM de pó de Ti–6Al–4V .
Limberg et ai. preparou Ti–45Al–5Nb–0.2B–0.2C misturando pós elementares durante o processo de moldagem por injeção, e estudou os efeitos do tempo de sinterização e atmosfera de sinterização nas propriedades de tração e microestrutura, e obteve propriedades anti-resistência. Uma amostra com uma resistência à tração de cerca de 630 MPa.
Guo et ai. preparou materiais de titânio puro e Ti-6Al-4V por tecnologia de moldagem por injeção, estudou o efeito de processos de tratamento térmico, como prensagem isostática a quente e recozimento nas propriedades de materiais de liga, e caracterizou qualitativamente o efeito do tratamento térmico por meio de microestrutura e propriedades mecânicas teste. e caracterização quantitativa, sua microestrutura é mostrada na Figura 4.
O material de injeção é preparado misturando pó de titânio atomizado a gás, pó de titânio hidrogenado e sistema aglutinante à base de cera. Após a moldagem por injeção, o solvente é descolado em uma mistura de heptano e etanol, e a temperatura é aumentada para 350, 420. Após manter a 600 graus, o aglutinante foi completamente removido e a temperatura de sinterização foi de 1230 graus por 3 h. Finalmente, as propriedades de tração das amostras sinterizadas foram 389-419 MPa, e o alongamento foi de 2 por cento -4 por cento .
Os membros deste grupo de pesquisa usaram o pó de titânio atomizado a gás e o sistema aglutinante solúvel em água para preparar amostras de titânio puro e estudaram os efeitos da temperatura de sinterização e do tempo de espera nas propriedades das amostras de titânio puro. Vácuo de 3 Pa, temperatura de sinterização de 1350 graus e alongamento de 20,3 por cento após 3 h, que cumpre totalmente com ASTM F2989-13 amostra ideal de desempenho de metalurgia do pó, densidade relativa 96,9 por cento, resistência à tração 443 MPa, grau biomédico II padrão de titânio puro.

Fig.4 Microestruturas de Ti (a) e Ti-6Al-4V (b) amostras preparadas por matérias-primas à base de cera
2 Novos materiais de moldagem por injeção de titânio e liga de titânio
Atualmente, as ligas de titânio e titânio são amplamente utilizadas em dispositivos ortopédicos, relacionados à estomatologia e implantes médicos, mas devido à diferença entre suas propriedades mecânicas e as propriedades mecânicas do osso humano (módulo de elasticidade é de cerca de 20 GPa), é produzido no osso /interface de implante. O efeito de blindagem de estresse, resultando em efeitos clínicos de longo prazo, pode ser bastante comprometido, conforme mostrado na Figura 5.
Portanto, os pesquisadores ajustaram as propriedades mecânicas dos materiais de titânio alterando a estrutura e a composição da liga dos materiais de titânio para torná-los mais próximos da estrutura e das propriedades dos ossos humanos naturais.

Fig.5 Comparação do módulo de elasticidade de ligas de titânio biomédicas
2.1 Materiais porosos de titânio e compósitos de titânio-cerâmica
Os materiais porosos de titânio e os novos materiais do sistema de liga de titânio têm estrutura de poros e propriedades mecânicas adequadas e são materiais de implante ideais para substituição ortopédica.
Por um lado, pode reduzir eficazmente a incompatibilidade de tensão entre o implante e o tecido ósseo, reduzindo assim o efeito de blindagem de tensão e realizando a função duradoura e eficaz do implante; por outro lado, a estrutura porosa é uma condição necessária para o crescimento de células ósseas no implante. A estrutura porosa interligada pode permitir a passagem de uma grande quantidade de fluidos corporais, o que pode promover ainda mais o crescimento das células ósseas.
Gu et ai. formou um novo tipo de liga TC4 com uma estrutura de poros abertos adicionando TiH2 ao pó de elemento titânio-alumínio-vanádio como agente espumante e agente ativo. A distribuição do tamanho dos poros é uniforme, o tamanho dos poros é de 90 ~ 190 μm e a porosidade é de cerca de 43 por cento ~ 59 por cento. , o módulo de elasticidade varia de 5,8 a 9,5 GPa. Engin et ai. [35] usaram moldagem por injeção de pó (PIM) combinada com a tecnologia de agente formador de poros para preparar ligas de titânio microporosas e estudaram o efeito da quantidade de metacrilato de polimetilo agente formador de poros na densidade e resistência à compressão da liga. e o módulo de elasticidade.
Tuncer et ai. usou o pó esférico atomizado, pó de titânio HDH e sistema aglutinante à base de cera, adicionando uma certa quantidade de NaCl e KCl como agentes formadores de poros, para estudar o efeito do pó inicial no desempenho do produto final de titânio poroso, e adicionalmente ajustando o agente formador de poros. De acordo com a dosagem do agente, o material de titânio poroso com a porosidade e tamanho de poro necessários do implante médico pode ser obtido e a composição química do material pode atender ao padrão de titânio puro terciário.
Chen et ai. usaram NaCl como agente formador de poros combinado com injeção à base de cera em pó de titânio hidrogenado para preparar amostras de moldagem por injeção. Ajustando a quantidade de NaCl, um orifício de comunicação pode ser formado dentro da peça de injeção, e suas propriedades mecânicas são semelhantes às do osso esponjoso.
Barbosa et ai. usou pela primeira vez o pó de Fe22Cr para testar as propriedades reológicas de materiais de injeção de diferentes sistemas aglutinantes. De acordo com os resultados do teste de desempenho, um sistema de aglutinante à base de cera apropriado foi selecionado e, em seguida, combinado com pó de Ti e agente formador de poros NaCl para prensagem a quente e moldagem por injeção de múltiplos componentes. , um componente de implante espinhal com um núcleo poroso externo denso e um gradiente de porosidade foi preparado por desengorduramento e sinterização.

Fig.6 Componente de moldagem por injeção de titânio poroso usando NaCl como suporte de espaço
A hidroxiapatita (HA) apresenta vantagens únicas na substituição e reconstrução óssea devido à sua composição química e estrutura cristalina como tecido ósseo natural humano, e começou a desempenhar um papel cada vez mais importante em dispositivos biomédicos. .
No entanto, o AH é quebradiço e possui propriedades mecânicas ruins, portanto, não pode ser usado apenas como componente de suporte de carga. Portanto, surgiu um novo tipo de material biomédico composto por HA e material de titânio.
Thian et al.] estudaram a preparação de compósitos Ti6Al4V/HA por moldagem por injeção. Primeiramente, o pó composto de Ti6Al4V/HA foi preparado pelo método de precipitação cerâmica e, em seguida, o pó preparado foi misturado com o ligante comercial PAN-250S para preparar o material de injeção. As propriedades reológicas do material de injeção foram testadas e a taxa de aquecimento durante o processo de descolagem foi estudada. A influência da vazão de gás da atmosfera de descolagem e da atmosfera de descolagem nos defeitos da parte descolada, a quantidade de remoção de ligante e o teor de carbono residual; a influência dos parâmetros do processo de sinterização (taxa de aquecimento, temperatura de sinterização, tempo de espera, taxa de resfriamento, etc.) A porosidade da amostra obtida foi de cerca de 50 por cento; além disso, o processo de degradação biológica do material Ti6Al4V/HA preparado no ambiente do fluido corporal foi analisado e caracterizado pelos resultados dos testes de propriedades mecânicas.
2.2 Novos materiais de liga de titânio
A área biomédica é um importante ramo da aplicação de materiais de titânio, e sua direção de demanda de aplicação afeta diretamente a tendência de desenvolvimento de materiais de titânio.
Os primeiros materiais de titânio são principalmente titânio puro (fase), mas os materiais de titânio puro têm baixa resistência e baixa resistência ao desgaste e, em seguida, desenvolvem alta resistência e alta tenacidade mais do tipo representado pela liga Ti6Al4V, Ti6Al7Nb e Ti5Al2.5Fe.
Aust et ai. materiais para parafusos ósseos fabricados com sucesso com excelente desempenho usando pó de Ti6Al7Nb e sistema aglutinante à base de cera (parafina mais PE mais ácido esteárico), conforme mostrado na Figura 7, com uma densidade relativa de 97,6 por cento, uma resistência à tração de 815 MPa e um rendimento força de 714 MPa. Alongamento 8,7 por cento.
Os resultados da pesquisa mostram que elementos de liga como Al e V na liga de titânio-alumínio-vanádio amplamente utilizada e liga de titânio-alumínio-nióbio liberarão íons citotóxicos de Al e V após o implante entrar no corpo humano, causando danos ao corpo humano . .
Como resultado, os pesquisadores realizaram uma série de desenvolvimento de uma nova geração de sistema de liga de titânio contendo Nb, Ta, Zr, Mo, Sn e outros elementos de biossegurança sem elementos Al e V.
Atualmente, as ligas de biotitânio que foram desenvolvidas e pesquisadas incluem principalmente Ti-15Nb, Ti-13Nb-13Zr, Ti-35Nb-7 Zr-5Ta, Ti-12Mo-6Zr-2Fe, Ti-35.3Nb-5.1Ta-7.1Zr) e Ti- 29Nb-13Ta-4.6Zr et al [44]. Devido às limitações da tecnologia de moagem e outros aspectos, esses sistemas de liga raramente são usados em processos de moldagem por injeção de pó.
Zhao et ai. conduziram experimentos de moldagem por injeção usando pó de titânio e pó de nióbio e prepararam com sucesso uma liga bifásica de TiNb com uma densidade relativa de cerca de 95%. Através do teste das propriedades mecânicas de corpos verdes, peças descoladas e peças sinterizadas, bem como sinterização com diferentes teores de composição de ligas microestrutura da liga.
Arockiasamy et al. prepararam a liga Ti5Fe5Zr adicionando elementos Fe e Zr ao pó de titânio puro HDH e mediram as propriedades mecânicas da liga. mecanismo.

Parafuso ósseo Ti6Al7Nb preparado por MIM
3. Perspectivas
A baixa gravidade específica, alta resistência específica, excelente biocompatibilidade e resistência à oxidação e boa resistência à corrosão do titânio e ligas de titânio fazem com que tenham grandes aplicações em bens de consumo aeroespacial, médico, químico, automotivo e de consumo diário. Potencial de desenvolvimento.
Em comparação com as técnicas tradicionais de processamento, como forjamento, fundição e usinagem, a moldagem por injeção de pó tem vantagens óbvias, composição de liga uniforme, alta taxa de utilização de matéria-prima e forte capacidade de produção de peças complexas em grande escala, o que pode promover muito a produção de titânio e produtos de liga de titânio. e aplicação.
Embora algum progresso tenha sido feito na pesquisa de moldagem por injeção de titânio e ligas de titânio, no processo de produção industrial real, o preço das matérias-primas em pó de alta qualidade é relativamente alto, a transformação e aplicação de novos sistemas de liga de titânio de alta qualidade à moldagem por injeção é insuficiente e é difícil controlar a composição química dos produtos. Uma série de problemas, como os maiores, ainda precisam ser resolvidos.
Além disso, com o rápido desenvolvimento da tecnologia de microssistemas nos últimos anos, a demanda por componentes microcomplexos usados em microssistemas continua a aumentar. A moldagem por injeção de pó precisa ser transferida de tipos de produtos tradicionais para microprodutos e desenvolvida em microinjeção de pó. tecnologia de conformação.
Atualmente, a maioria das tecnologias de moldagem por microinjeção se concentra em polímeros, aço inoxidável e outros sistemas de materiais. Ainda existem muitos problemas a serem estudados na moldagem por microinjeção de titânio e ligas de titânio.
Portanto, o desenvolvimento da pesquisa de moldagem por injeção de titânio e liga de titânio deve se concentrar na pesquisa e desenvolvimento de novos sistemas de liga de titânio, no desenvolvimento de tecnologia de preparação de pó de liga de titânio de baixo custo e alta qualidade e na pesquisa sobre moldagem por microinjeção de titânio materiais adequados para dispositivos micro e complexos.
Com a pesquisa aprofundada sobre a tecnologia de moldagem por injeção de titânio e liga de titânio, acredita-se que a tecnologia de moldagem por injeção de titânio e liga de titânio fará um grande progresso e, em seguida, promoverá o rápido desenvolvimento da indústria de titânio.
Processo pós-casting
1. Tratamento térmico: recozimento, carbonização, têmpera, têmpera, normalização, têmpera de superfície
2. Equipamento de processamento: CNC, WEDM, torno, fresadora, furadeira, moedor, etc.;
3. Tratamento de superfície: pulverização de pó, cromagem, pintura, jateamento, niquelagem, galvanização, escurecimento, polimento, azulamento, etc.
Moldes e acessórios de inspeção
1. Vida útil do molde: geralmente semi-permanente. (exceto espuma perdida)
2. Prazo de entrega do molde: 10-25 dias, (de acordo com a estrutura e tamanho do produto).
3. Manutenção de ferramentas e moldes: Zhongwei é responsável por peças de precisão.

Controle de qualidade
1. Controle de qualidade: a taxa de defeito é inferior a 0,1 por cento .
2. Amostras e teste serão 100% inspecionados durante a produção e antes do envio, inspeção de amostra para produção em massa de acordo com os padrões ISDO ou requisitos do cliente
3. Equipamento de teste: detecção de falhas, analisador de espectro, analisador de imagem dourada, máquina de medição de três coordenadas, equipamento de teste de dureza, máquina de teste de tração.







Enviar inquérito